
If your executive board and quality assurance (QA) departments still view textile testing as a basic mechanical measurement routine (such as shrinkage or pilling) or treat eco-certifications as a mere marketing luxury, your enterprise is operating a highly vulnerable supply chain. In an era of intense technocratic oversight and environmental protectionism, international customs inspection bodies across the EU and US do not evaluate apparel using the naked eye; they deploy chromatography matrices and mass spectrometers to strip your products down to their narrow-band molecular bonds.
Chemical-biological compliance has no concept of “almost passed.” If a single restricted azo dye compound exceeding $1\text{ ppm}$ or a trace residue of “forever chemicals” (PFAS) is unmasked, your entire shipment faces immediate port seizure and mandatory destruction.
The Textile Material Forensics Reference Frame: Premium apparel mandates do not evaluate garments as a whole; they quantify individual homogeneous materials—meaning any base fiber, elastomeric liner, rubberized screen print, plated zipper, or button closure that cannot be mechanically detached. This requires the mastery of physical-chemical verification limits via advanced chromatography matrices: from High-Performance Liquid Chromatography (HPLC) to hunt for free Formaldehyde, to Gas Chromatography-Mass Spectrometry (GC-MS) for quantifying Phthalate plasticizers, down to Inductively Coupled Plasma Mass Spectrometry (ICP-MS) to isolate trace heavy metals in plated trim parts. A single scratch contaminated with process-induced Alkylphenol Ethoxylates (APEOs) from weaving loom lubricants is enough to trigger a comprehensive trade embargo from tier-1 buyers.
For Chief Operating Officers (COOs) and Supply Chain Lead Engineers, mastering molecular eco-toxicology analysis represents the only technical shield to eliminate asset seizure risks and insure global market access.
1. Structural Bottlenecks: Hidden Contamination and Mechanical Degradation Mechanisms Destroying Freight Legitimacy
Through physical-chemical material failure analysis and toxicological debugging campaigns, we have isolated 3 prevalent cross-contamination mechanisms that convert high-end apparel into illegal goods overnight:
- Aromatic Amine Release via Azo Dye Cleavage: This represents the most dangerous trap within the dyeing and finishing stage. Driven by human body heat and sweat during wear, unstable azo bonds break down, releasing restricted aromatic amines (such as 4-Aminodiphenyl). These are highly potent carcinogens aggressively targeted by EU REACH enforcement down to a strict $20\text{ ppm}$ detection threshold.
- Plasticizer Molecular Migration inside Printed Graphics: Utilizing low-cost plasticizing additives (such as DEHP or DBP) inside polyvinyl chloride (PVC) plastisol inks creates unstable molecular structures. Under the pressure of elevated temperatures and humidity during a 30-day ocean freight container voyage, these molecules migrate outward to the base fabric. This causes the measured concentration at destination ports to breach the $0.1\%$ regulatory ceiling of the US CPSIA, triggering automated red alerts.
- Dimensional Distortion via Unbalanced Yarn Stress: This classic mechanical defect occurs due to uneven tension distributions during knitting/weaving or insufficient heat-setting stabilization. After a few standard laundry cycles, the fabric matrix suffers off-axis shrinkage ($>\text{3}\%$) or severe pilling, completely eroding the intended garment silhouette and triggering severe commercial penalty chargebacks from premium brands.
The consequence of loose chemical and mechanical management is an immediate, enforceable global recall order, devastating civil fines from destination market regulators, and the permanent revocation of vendor status within global B2B supply chains.
2. Technocratic Solutions: Locking Textile Tolerances via Multi-Tier Physical-Chemical Filters
To neutralize toxicological variables and structural defects, we establish a strict chemical defense network that intervenes directly at the fiber level through 4 technical tollgates:
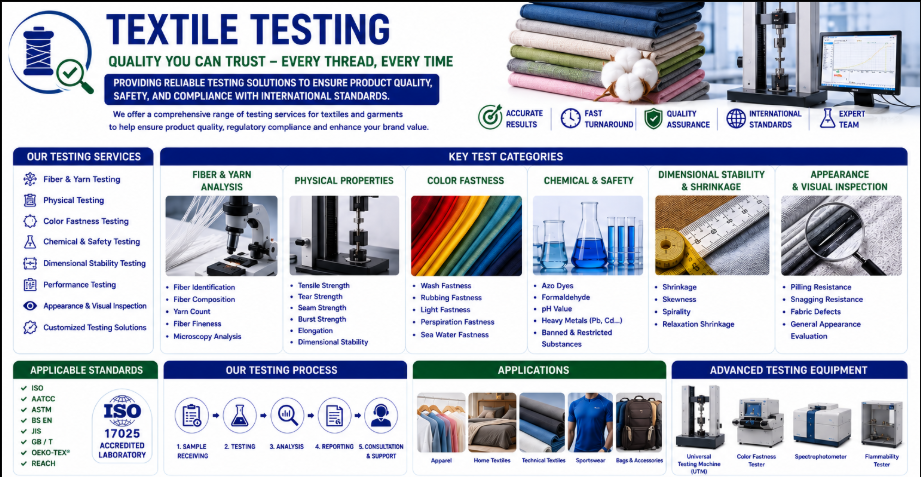
- Advanced Physical Performance Dynamics Testing: Utilizing dynamic tensile strength testers, crockmeters, and standardized ISO/AATCC laundering chambers to lock down strict tolerances for dimensional stability, tearing strength, and colorfastness against perspiration, light, and dry/wet friction.
- Molecular Quantification via Analytical GC-MS and HPLC: Transferring homogeneous material samples to the destructive analysis cells of an ISO/IEC 17025 accredited laboratory. Utilizing ultrasonic extraction paired with ultra-pure solvents allows engineers to quantify restricted organic chains, free formaldehyde, extractable heavy metals, and brominated flame retardants down to parts-per-billion ($ppb$) accuracy.
- Zero Discharge of Hazardous Chemicals (ZDHC) Facility Enforcement: Locking down the chemical input logs of the dyehouse, completely eliminating any raw auxiliary or dye lot containing compounds listed under the manufacturing restricted substances list (MRSL) of the ZDHC framework.
- Centralized Digital Eco-Passport Integration: Packaging physical mechanical data, digitized chromatography logs, and OEKO-TEX/GOTS credentials into an encrypted Digital Product Passport, automatically enabling green-channel clearance across regular retail networks globally.
3. Performance Analysis: Converting Compliance Margins into Clean-Tech Commercial Surplus
Mastering textile material audits is not a passive regulatory overhead; it is an active financial lever to command premium value in the global market tier:
| Material Risk Indicators | Saturated Physical-Chemical Analytics | Operations Relying on Blind Paper Trust |
| Customs Demurrage & Seizure Risks | Secures a $100\%$ green-channel clearance rate, completely removing storage hold fees, yard penalties, and destructive customs sampling risks. | Trapped on automated customs inspection watchlists; shipments are frozen at ports for weeks or months awaiting lab analysis, fracturing the logistics pipeline. |
| B2B Supply Chain Margin Premium | Acquires verified “APEO-Free” or “PFAS-Free” credentials, unlocking Tier-1 vendor preferences with global conglomerates and enabling up to a $30\%$ price premium. | Demoted to low-margin commoditized tiers, facing constant contract cancellation risks due to an inability to provide transparent toxicological logs. |
| Defective Material Scrap & Destruction | Identifies and sequesters contaminated fabric lots right at the IQC loading dock, zeroing out wasted cutting and sewing hours on defective base materials. | Discovers chemical infractions late—after final packaging or export—forcing the total destruction of finished product assets and incurring double financial losses. |
4. Experimental Roadmap: Phasing Technical Material Controls from Raw Yarn to Supplier Base
Our material risk management workflow is deployed via a phased, systematic framework to integrate forensic chemistry directly into factory operations:
- Step 1 – Material Inventory & Chemical Mapping: Auditing the complete catalog of raw yarns, dye auxiliaries, printing inks, and consumable trims running through the plant to map local hot spots vulnerable to cross-contamination.
- Step 2 – Eco-Formulation Tuning & Process Optimization: Collaborating with dye chemists to optimize chemical formulas; replacing legacy alkylphenol surfactants with bio-based alternatives, ensuring peak colorfastness while maintaining zero toxic residues.
- Step 3 – Verification Testing at Accredited Strategic Labs: Submitting homogeneous materials to analytical testing cells via liquid/gas chromatography to generate legally binding compliance profiles that withstand global market surveillance scrutiny, keeping an operational safety margin at least $20\%$ below regulatory ceilings.
- Step 4 – Supply Chain Gate-Locking (SOP Locking): Integrating chemical testing gates into the enterprise ERP system, requiring Tier-2 and Tier-3 sub-vendors to upload verified molecular data sets before freight trucks are cleared to enter the unloading zone.
5. Fulfilling Tangible ESG Metrics via Clean-Textile Engineering Frameworks
Surpassing textile safety benchmarks serves as empirical verification that an enterprise is executing its ESG (Environmental, Social, Governance) mandates with data-driven transparency, eliminating greenwashing exposures:
- The Environmental Pillar (Environment): Strict alignment with ZDHC and the eradication of hazardous chemicals (PFAS, APEOs) prevents long-term toxic contamination of local groundwater tables and aquatic ecosystems where dyeing facilities operate.
- The Social Pillar (Social): Securing the dermatological and long-term biological safety of the end consumer against skin irritation or chronic bio-accumulation, while establishing rigorous occupational health barriers for the shop-floor workforce on the wet processing lines.
- The Governance Pillar (Governance): Replacing vague corporate marketing claims with unalterable chromatography logs, establishing trace transparency across the raw material chain, and driving up institutional compliance scores before global capital funds.
Conclusion
Textile material and eco-toxicology characterization is no longer a superficial quality control checkpoint tucked away at the tail end of a line. It is an elite technocratic capability that dictates legal sovereignty, financial margin safety, and international brand equity within the global technology value chain.
Commanding an apparel portfolio that is structurally clean of chemical toxins and mastering precision chromatography validation provides your business with an ironclad passport across international borders. It insulates your export revenue from regulatory penalties and establishes your brand as a leading, sustainable technology vendor in the global value chain.
Contact us today to receive dedicated advice and the most suitable solution for your business!
Hotline: +84 933096426 – +84 868 591 260
Email:
Website:
Partners in Vietnam:
Contact Vietnam representative: Duc Luong Services
Hotline: +84 933096426 – +84 868 591 260
Email: ducluongservices@gmail.com
Website:
STC VN Co., Ltd.
Hotline: +84 933096426 – +84 868 591 260
Email: info@staunchlyservices.com.vn
Website: https://stauchlyservices.com.vn



No responses yet